应用于行星齿轮减速机的38件行星齿轮,其钢材18Cr2Ni4WA由A公司和B公司两个单位供货。这38件相同材料的行星齿轮经同炉热处理后,发现A公司供料的8件未见裂纹,而B公司供料的30件均有裂纹。
行星齿轮材质为18Cr2Ni4WA钢,热处理工艺为:渗碳930℃×1.1%C+930℃×0.85%C+840℃×0.68%C后炉冷至780℃出炉空冷,然后650℃两次高温回火,二次加热840℃×0.68%保温4h后淬火,油淬(油温65℃)+深冷处理+回火工艺180℃保温6h。
出现的问题是:由A公司和B公司供应相同牌号的齿轮材料18Cr2Ni4W钢,在同炉中进行正火和高温回火以及后面相同工艺的渗碳、淬火后,出现了完全不同的结果——A公司材料的8件未见裂纹,B公司材料的30件均有裂纹。其原因是什么?这是目前我们zui关心的问题。
通过宏观观察、微观观察、金相检查、硬度测试以及能谱分析,我们确定了行星齿轮的开裂性质,并对其开裂原因进行了分析。
结果表明:
行星齿轮开裂性质为热处理内应力作用下产生的沿晶脆性开裂。A公司和B公司材料轮齿心部组织均为马氏体,B公司材料马氏体组织较粗大;B公司材料轮齿心部晶粒大小不均,且较A公司材料齿心部晶粒大;B公司材料齿心部硬度和齿面渗碳层硬度均较A公司材料高。B公司材料轮齿开裂与组织和晶粒粗大、晶粒大小不均匀以及硬度较高等因素有关。
1.试验过程与结果
(1)宏观观察
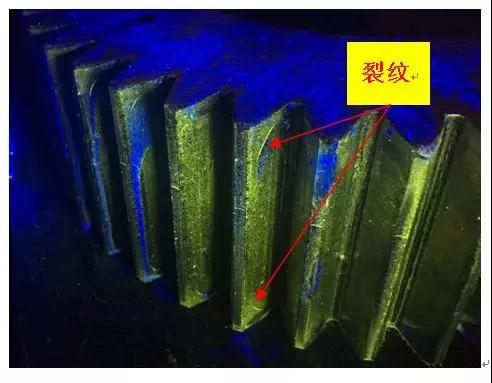
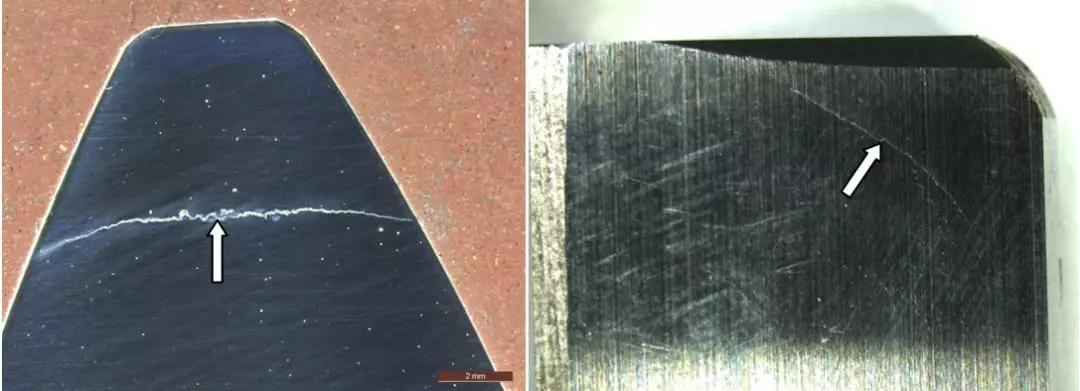
行星齿轮开裂宏观形貌如图1、图2所示。开裂位置均位于齿的两个端面附近。裂纹荧光检测显示如图3所示,裂纹靠近齿轮两端,呈八字形貌。裂纹宏观形貌如图4所示:端面上裂纹没有扩展到齿面层(见图4a),心部裂纹的张口zui宽;齿面上的裂纹没有扩展到端面和齿顶(见图4b)。
图1 齿轮全貌、轮齿掉角
图2 齿轮掉皮、掉角
图3 荧光检测的裂纹
(a)端面上裂纹 (b)齿面上的裂纹
图4 轮齿端面和齿面上的裂纹
裂纹断口宏观形貌如图5所示,各断口均呈一定金属光泽,断口尺寸较大的轮齿断口(称之为轮齿断口1),心部有一区域可见光亮的金属刻面(见图5a),断口较小的轮齿断口(称之为轮齿断口2)心部区域未见明显的金属刻面区(见图5b)。
(a)轮齿断口1 (b)轮齿断口2
图5 轮齿断口1和断口2的形貌
(2)微观观察
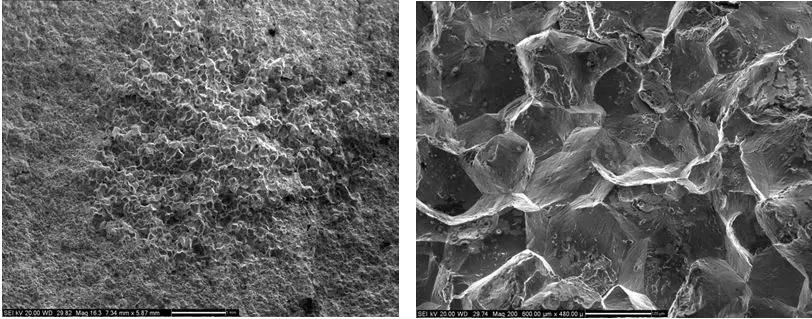
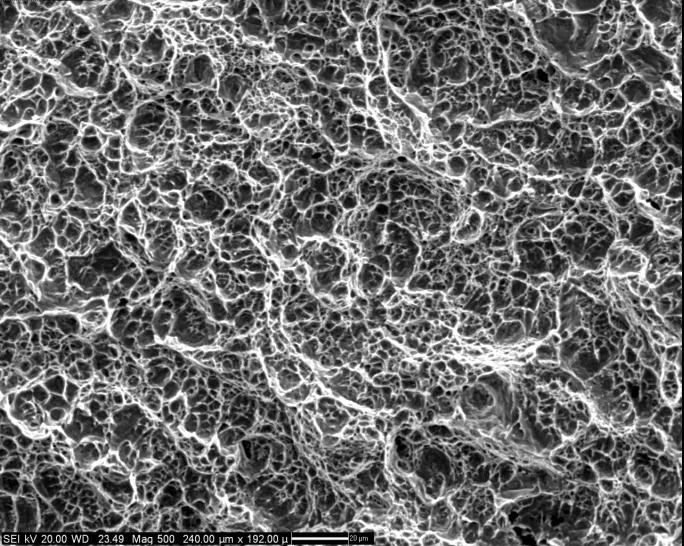
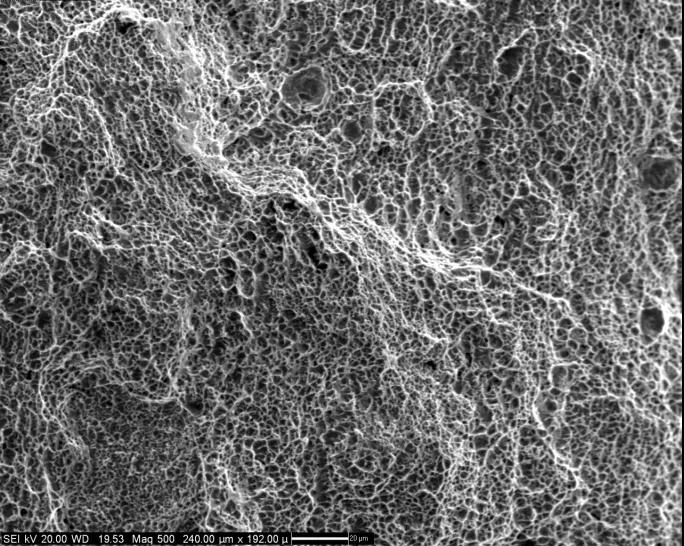
将裂纹断口超声波清洗后进行微观观察。轮齿断口1的微观形貌如图6和图7所示,裂纹断口心部形貌具有沿晶断裂特征。断口心部金属刻面区微观形貌呈沿晶断裂特征,且晶粒较粗大,靠近心部区域呈沿晶+准解理特征,且随着向边缘靠近,准解理特征所占比重逐渐增加,渗碳层呈准解理特征。
(a)16× (b) 200×
图6 轮齿断口1的微观形貌
(a)500× (b)500×
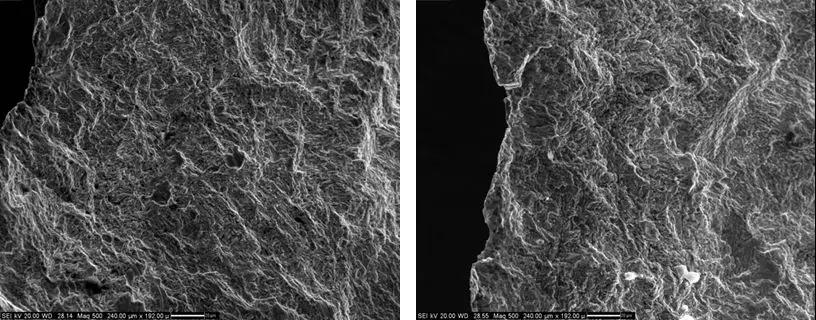
图7 轮齿断口1渗碳层微观形貌
轮齿断口2的断口微观形貌与轮齿断口1相似,断口心部很小的区域呈沿晶断裂特征,且晶粒较粗大,心部其他区域呈沿晶+准解理特征,渗碳层呈准解理特征。
人工打断B公司和A公司材料的轮齿,断口均呈等轴韧窝特征,如图8、图9所示。
图8 B公司料断口(500×)
图9 A公司料断口(500×)
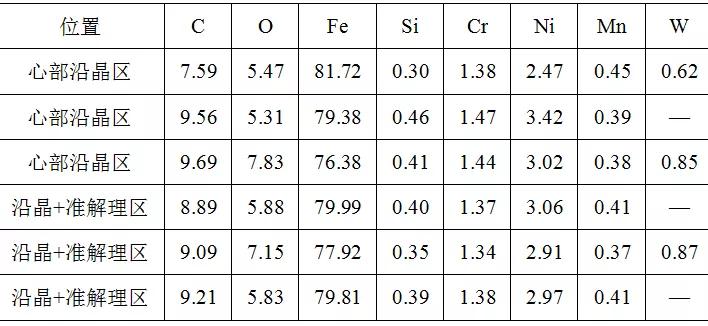
对轮齿断口1的裂纹断口进行能谱分析,结果如表1所示。裂纹断口未见明显异常元素。
表1 能谱分析结果(质量分数) (%)
(3)金相检查
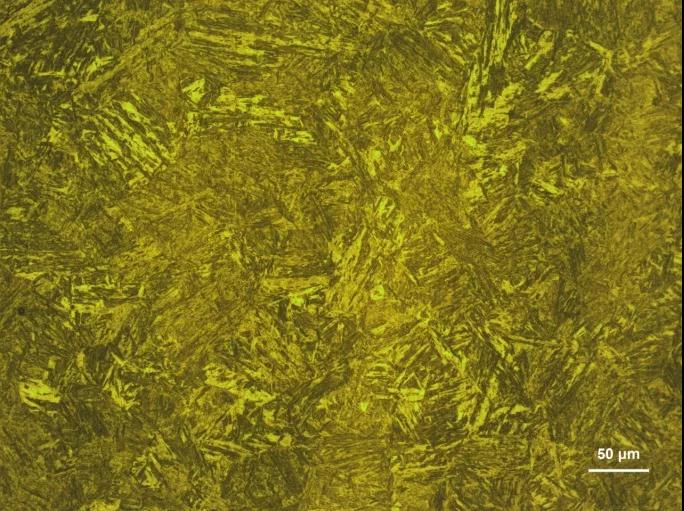
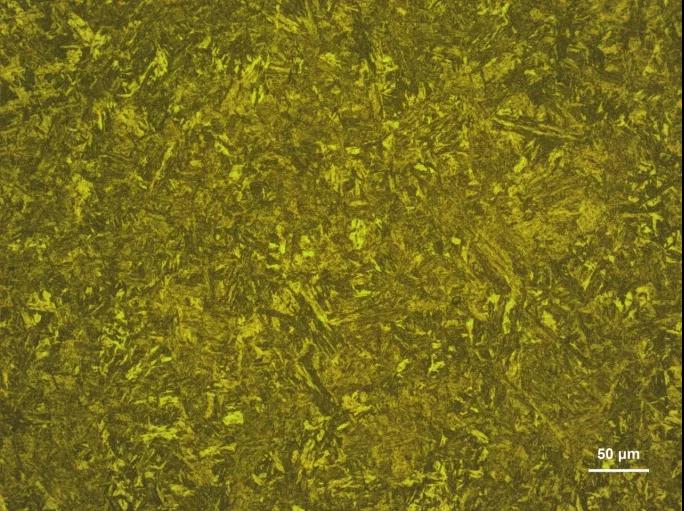
金相检查取样:分别在B公司和A公司材料齿轮上从齿顶中心位置截取径向截面试样,磨、抛、腐蚀后进行金相组织检查。B公司和A公司材料轮齿的心部组织均为马氏体(见图10、图11),前者组织较粗大。
图10 B公司材料的心部组织
图11 A公司材料的心部组织
A公司材料轮齿边缘渗碳层碳化物呈网状分布(见图12),B公司材料轮齿边缘渗碳层碳化物网状分布不明显(见图13)。
图12 A公司材料渗碳层金相组织
图13 B公司材料渗碳层金相组织
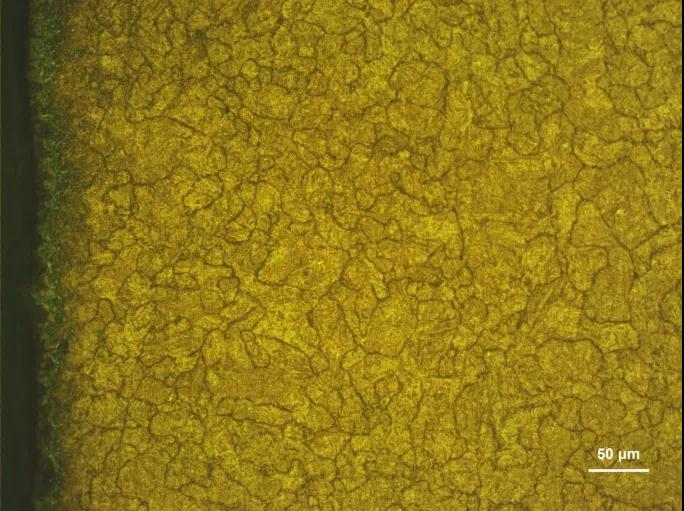
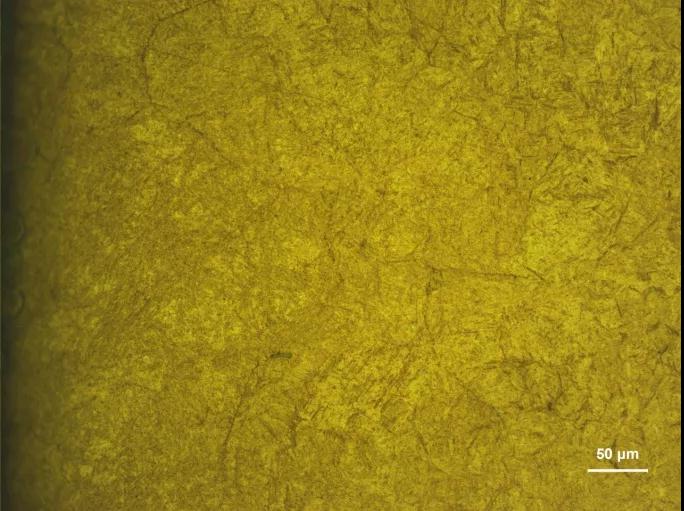
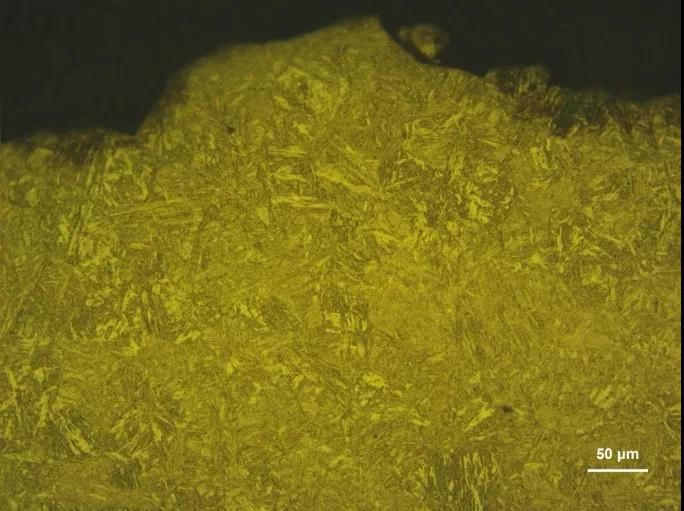
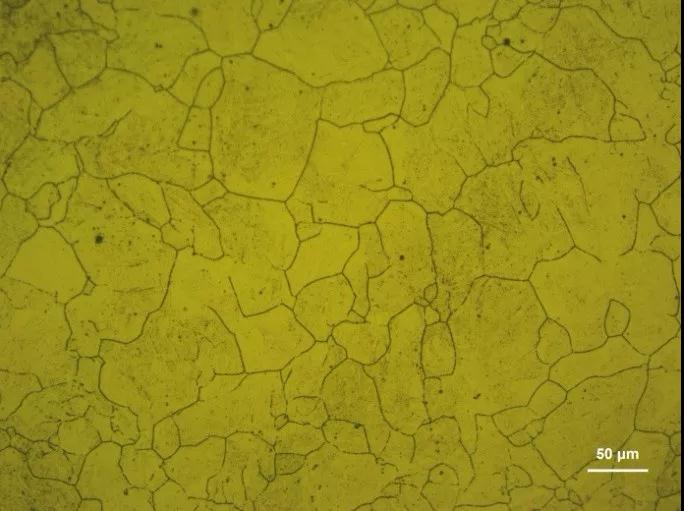
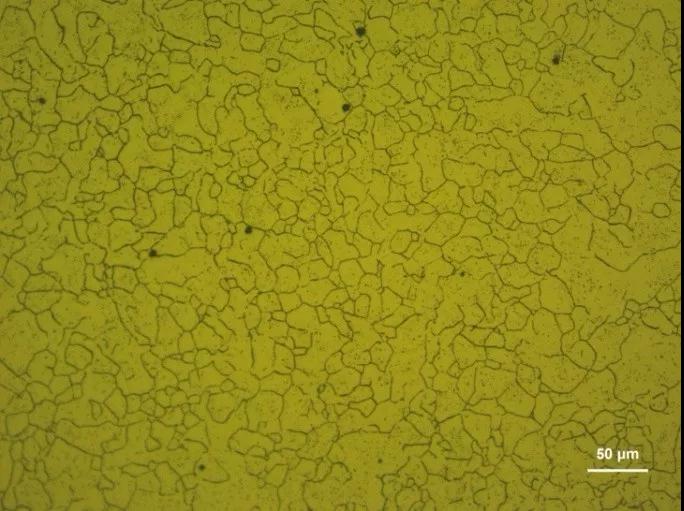
轮齿断口1的裂纹断口沿晶开裂区附近为马氏体组织,如图14所示。B公司材料和A公司材料轮齿心部晶粒形貌如图15和图16所示。B公司材料轮齿心部晶粒大小不均匀,且晶粒明显较A公司材料轮齿心部晶粒粗大。
图14 断口沿晶开裂区附近金相组织
图15 B公司材料齿心部晶粒形貌
图16 A公司材料齿心部晶粒形貌
(4)硬度测量 分别从A公司材料和B公司材料齿轮上截取垂直于齿轮轴向的横截面试样,磨、抛后对齿心部进行显微硬度测试,结果如表2所示。B公司材料轮齿心部显微硬度平均值约为465.76HV,高于A公司材料齿心部显微硬度(427.90HV)。B公司材料轮齿心部显微硬度转换成洛氏硬度约为46.5HRC,A公司材料齿心部显微硬度转换成洛氏硬度约为44HRC,技术要求36~44HRC。
表2 齿轮齿心部显微硬度测试结果 (HV)
采用硬度梯度方法对渗碳层深度进行测量,渗层深度以550HV处深度为准,结果如表3所示。A公司材料齿面渗碳层深度为2.148mm,B公司材料齿面渗碳层深度为2.282mm,均符合2.0~2.4mm的技术要求。B公司材料齿面渗碳层硬度和深度均大于A公司材料。
表3 齿轮齿面渗层硬度梯度 (HV)
|
序号
|
距离表面/mm
|
B公司材料
|
A公司材料
|
|
1
|
0.8
|
667.15
|
657.56
|
|
2
|
1.2
|
636.02
|
648.19
|
|
3
|
1.6
|
609.79
|
598.66
|
|
4
|
2.0
|
567.04
|
564.54
|
|
5
|
2.1
|
559.53
|
554.61
|
|
6
|
2.2
|
552.16
|
544.96
|
|
7
|
2.3
|
549.73
|
535.55
|
2.分析与讨论
(1)宏观观察显示,齿端面上裂纹没有扩展到两侧齿面,齿面上裂纹没有扩展到端面和齿顶,横截面上裂纹心部张口zui宽,裂纹断口均未见明显扩展台阶。由此可判断,齿轮从轮齿心部先开裂。
(2)微观观察显示,齿轮裂纹断口的心部,局部呈现沿晶开裂特征,心部其他区域呈现沿晶+准解理开裂特征。由此可判断行星齿轮开裂性质为沿晶脆性开裂。
(3)裂纹从心部开裂,裂纹断口心部呈沿晶特征,以及沿晶+准解理特征,而轮齿心部人工打开断口呈现韧窝特征。由此可判断,裂纹在高温内应力作用下形成。裂纹断口均呈一定的金属光泽,未见明显氧化。
(4)淬火过程中,渗碳层和基体由于温差和组织的差异,变形不一致而产生内应力。热处理产生的内应力都比较复杂。轮齿开裂的部位,均位于轮齿端面附近4个渗碳层交汇的基体及过渡层处,此区域正好具有较高的内应力。结合热处理工艺可判断,裂纹很有可能产生于第二次渗碳后的油淬工艺过程中。
(5)金相检查显示,B公司材料和A公司材料齿心部组织均为马氏体。与A公司材料相比,B公司材料马氏体组织较粗大,轮齿心部晶粒大小不均。
(6)硬度测试显示,B公司材料轮齿心部硬度和齿面渗碳层硬度均较A公司材料高。组织和晶粒粗大、晶粒大小不均匀以及硬度较高,均会促进淬火过程中裂纹的萌生。
(7)A公司材料和B公司材料齿轮,经过同炉和相同的热处理工艺过程,但出现完全不同的结果:A公司材料齿轮完好,而B公司材料掉皮、掉角。由此可判断,B公司和A公司的原材料应该存在一定差异。
3.结语与建议
综上所述,可得到以下结论:
(1)根据断口的宏观观察和微观观察结果得知,行星齿轮开裂性质为热处理内应力作用下产生的沿晶脆性开裂。
(2)B公司材料马氏体组织较粗大,心部晶粒大小不均,且较A公司材料晶粒大,轮齿的心部硬度和齿面渗碳层硬度均较A公司材料高。由此可以判断,B公司材料轮齿开裂与马氏体组织粗大、晶粒大且大小不均匀、以及硬度较高等因素有关。
(3)
行星齿轮材质为高强度中合金渗碳钢18Cr2Ni4WA。这是一种强度高,韧性、淬透性良好,缺口敏感性低的制造齿轮的高档材料,但是工艺性能较差,它对原材料的化学成分、晶粒度等的一致性要求较高,否则就会影响热处理工艺的合理安排。


 13581588593
13581588593