
联系电话:
13581588593
 13581588593
13581588593400-8605168-0766
13581588593

本篇应用中描述的是,由于磨削周期不平衡地改变而导致的齿轮烧伤检测。
问题:齿面烧伤
在齿轮生产过程中,齿面或齿根的磨削被证实是容易出问题的一个环节。要改善磨削周期需要改变进给率、冷却液流速和/或砂轮修整间隔。如果不能平衡好这几项因素则会导致齿轮过热,就是熟知的回火,也称为磨削烧伤。
检测方法:巴克豪森噪声法

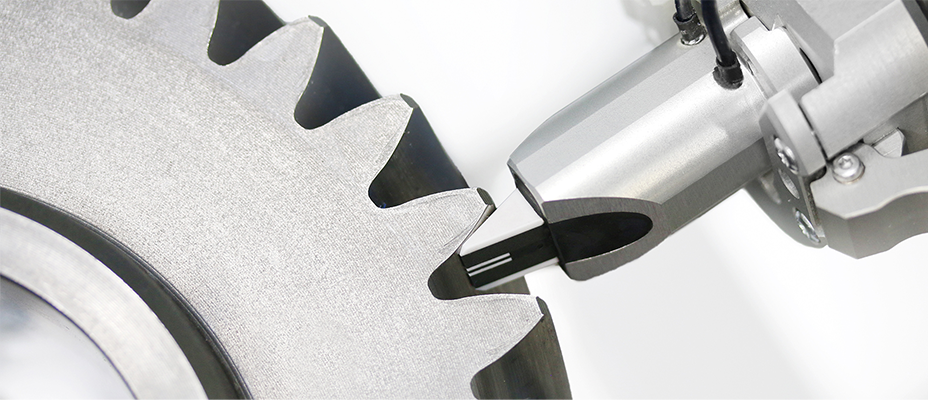
图 1:齿面探头
巴克豪森噪声法是一种无损检测法。该方法用于铁磁性材料并在测量中产生一种类似噪声的信号。巴克豪森噪声信号对应力和微观组织的变化很敏感。
在此应用中,把一个齿轮装入巴克豪森噪声 (BN)自动化检测系统,类似于齿轮检测仪。该系统使用齿轮的尺寸和参数进行编程,在使用探头进行齿面检测时,系统会自动进行角度标引。随着探头在齿面扫描检测,BN数据会通过软件系统自动进行采集分析,并与接收/拒绝标准比对。
测量结果
检测完成后,BN 结果会直观地显示出来,任何超过磨削烧伤拒绝标准的齿面都会被标记为红色。
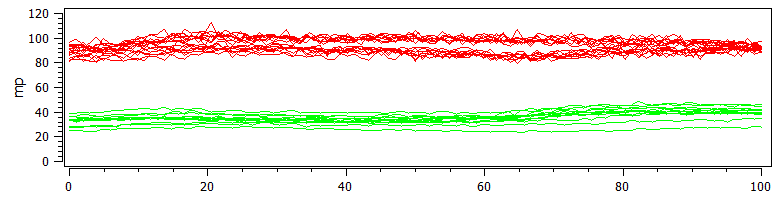
图2:BN数据通过颜色标识明显区分齿轮的磨削状况,绿色为可接受,红色为磨削烧伤。
本次检测使用的仪器:GearScan 500
GearScan 500磨削烧伤检测仪专为满足中小型齿轮的质量控制需求而设计。该系统提供全自动检测的易操作性,但在占地尺寸、经济性以及简便性方面媲美手动仪器。标准检测系统包括用于可编程测量定位的EasyGear 软件。 无需任何工具,只需插拔探头接口即可快速更换探头。

主机:Rollscan 350
在各种类别的铁素体钢以及其它铁磁性材料中的磨削烧伤、热处理缺陷,以及应力和微观组织的变化等都可以通过Rollscan 350来进行检测分析。

使用Rollscan 350手动进行测量
地址:北京市门头沟区上园路甲10号院 洪源智能工坊807室 座机:010-88820040-8002 邮箱:volwin@volwin.cn

